
Page 462 - EMUGE
P. 462
Gewindefräser · Thread Milling Cutters
Product
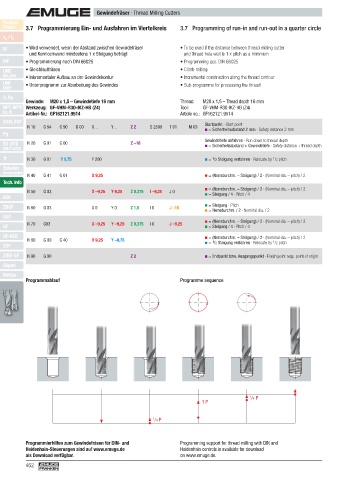
Finder 3.7 Programmierung Ein- und Ausfahren im Viertelkreis 3.7 Programming of run-in and run-out in a quarter circle
v / f z
c
M • Wird verwendet, wenn der Abstand zwischen Gewindefräser • To be used if the distance between thread milling cutter
und Kernlochwand mindestens 1 x Steigung beträgt and thread hole wall is 1 x pitch as a minimum
MF • Programmierung nach DIN 66025 • Programming acc. DIN 66025
UNC • Gleichlauffräsen • Climb milling
UN, UNS • Inkrementaler Aufbau an der Gewindekontur • Incremental construction along the thread contour
UNF • Unterprogramm zur Abarbeitung des Gewindes • Sub-programme for processing the thread
UNEF
G, Rp
Gewinde: M20 x 1,5 – Gewindetiefe 16 mm Thread: M20 x 1,5 – Thead depth 16 mm
NPT, NPTF Werkzeug: GF-VHM-R30-IKZ-HB (Z4) Tool: GF-VHM-R30-IKZ-HB (Z4)
Rc, W Artikel-Nr.: GF162121.9514 Article no.: GF162121.9514
BSW, BSF Startpunkt · Start point
N 10 G 54 G 90 G 00 X… Y… Z 2 S 2500 T 01 M 03
$ = Sicherheitsabstand 2 mm · Safety distance 2 mm
Pg
Gewindetiefe abfahren · Run down to thread depth
EG (STI) N 20 G 91 G 00 Z –18 $ = Sicherheitsabstand + Gewindetiefe · Safety distance + thread depth
SELF-LOCK
Tr N 30 G 01 Y 0,75 F 200 $ = /2 Steigung verfahren · Relocate by /2 pitch
1
1
Zubehör
Accessories
N 40 G 41 G 01 X 9,25 $ = (Nenndurchm. – Steigung) / 2 · (Nominal dia. – pitch) / 2
Tech. Info
$ = (Nenndurchm. – Steigung) / 2 · (Nominal dia. – pitch) / 2
N 50 G 03 X –9,25 Y 9,25 Z 0,375 I –9,25 J 0
BGF $ = Steigung / 4 · Pitch / 4
ZBGF N 60 G 03 X 0 Y 0 Z 1,5 I 0 J –10 $ = Steigung · Pitch
$ = Nenndurchm. / 2 · Nominal dia. / 2
GSF
N 70 G03 X –9,25 Y –9,25 Z 0,375 I 0 J –9,25 $ = (Nenndurchm. – Steigung) / 2 · (Nominal dia. – pitch) / 2
GF $ = Steigung / 4 · Pitch / 4
GF-KEG $ = (Nenndurchm. – Steigung) / 2 · (Nominal dia. – pitch) / 2
N 80 G 00 G 40 X 9,25 Y –0,75 1 1
ZGF $ = /2 Steigung verfahren · Relocate by /2 pitch
ZIRK-GF N 90 G 90 Z 2 $ = Endpunkt bzw. Ausgangspunkt · Finish point resp. point of origin
Gigant
MoSys
Programmablauf Programme sequence
1 /4 P
1 P
1 /4 P
Programmierhilfen zum Gewindefräsen für DIN- und Programming support for thread milling with DIN and
Heidenhain-Steuerungen sind auf www.emuge.de Heidenhain controls is available for download
als Download verfügbar. on www.emuge.de.
462