
Page 458 - EMUGE
P. 458
Gewindefräser · Thread Milling Cutters
Product
Finder 3.4 Berechnung der Schnittdaten 3.4 Calculation of cutting data
v / f z
c
M Schnittgeschwindigkeit v in m/min Cutting speed v in m/min
c
c
d = Frästeildurchmesser in mm d = Milling part diameter in mm
1
1
MF d π n n = Drehzahl in min -1 n = Speed in min (rpm)
-1
1
v = –––––––– [m/min]
c
UNC 1000
UN, UNS
UNF
UNEF
-1
G, Rp Drehzahl n in min -1 Speed n in min (rpm)
d = Frästeildurchmesser in mm d = Milling part diameter in mm
1
1
NPT, NPTF v 1000 v = Schnittgeschwindigkeit in m/min v = Cutting speed in m/min
c
-1
Rc, W n = –––––––– [min ] c c
d x π
1
BSW, BSF
Pg
Vorschubgeschwindigkeit Kontur v in mm/min Feed speed contour v in mm/min
EG (STI) f f
SELF-LOCK f = Vorschub pro Zahn in mm f = Feed per tooth in mm
z
z
Tr v = f Z n [mm/min] Z = Anzahl der Nuten Z = No. of fl utes
z
f
Zubehör
Accessories
Tech. Info
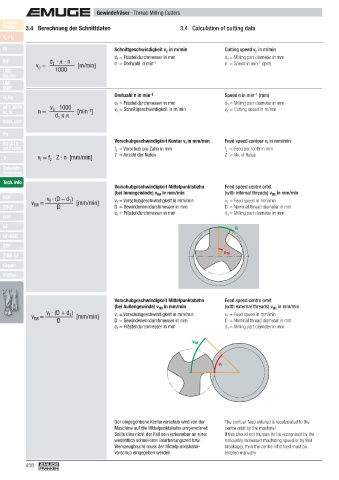
Vorschubgeschwindigkeit Mittelpunktsbahn Feed speed centre orbit
(bei Innengewinde) v in mm/min (with internal threads) v in mm/min
fM
fM
BGF v (D – d )
1
f
v = ––––––––– [mm/min] v = Vorschubgeschwindigkeit in mm/min v = Feed speed in mm/min
f
f
ZBGF fM D D = Gewindenenndurchmesser in mm D = Nominal thread diameter in mm
d = Frästeildurchmesser in mm d = Milling part diameter in mm
GSF 1 1
GF
vf
GF-KEG
ZGF
ZIRK-GF vfM
Gigant
MoSys
Vorschubgeschwindigkeit Mittelpunktsbahn Feed speed centre orbit
(bei Außengewinde) v in mm/min (with external threads) v in mm/min
fM
fM
v (D + d ) v = Vorschubgeschwindigkeit in mm/min v = Feed speed in mm/min
1
f
v = ––––––––– [mm/min] D = Gewindenenndurchmesser in mm D = Nominal thread diameter in mm
f
f
fM
D
d = Frästeildurchmesser in mm d = Milling part diameter in mm
1
1
vfM
vf
Der eingegenbene Konturvorschub wird von der The contour feed entered is recalculated to the
Maschine auf die Mittelpunktsbahn umgerechnet! centre orbit by the machine!
Sollte dies nicht der Fall sein (erkennbar an einer If this should not happen (to be recognised by the
wesentlich schnelleren Bearbeitungszeit bzw. noticeably increased machining speed or by tool
Werkzeugbruch) muss der Mittelpunktsbahn- breakage), then the centre orbit feed must be
vorschub eingegeben werden. entered manually.
458