
Page 466 - EMUGE
P. 466
Gewindefräser · Thread Milling Cutters
Product
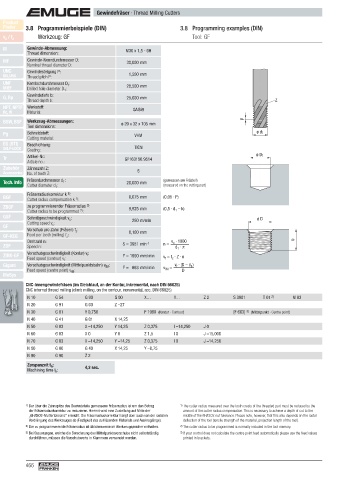
Finder 3.8 Programmierbeispiele (DIN) 3.8 Programming examples (DIN)
v / f z Werkzeug: GF Tool: GF
c
M Gewinde-Abmessung: M30 x 1,5 - 6H
Thread dimension:
MF Gewinde-Nenndurchmesser D: 30,000 mm
Nominal thread diameter D:
UNC Gewindesteigung P:
UN, UNS Thread pitch P: 1,500 mm
UNF Kernlochdurchmesser D 1 :
UNEF Drilled hole diameter D : 28,500 mm
1
G, Rp Gewindetiefe b: 25,000 mm
Thread depth b: Z
NPT, NPTF Werkstoff: GAlSi9
Rc, W Material:
P
BSW, BSF Werkzeug-Abmessungen: ø 20 x 32 x 105 mm
Tool dimensions:
Pg Schneidstoff: VHM ø d 1
Cutting material:
EG (STI) Beschichtung:
SELF-LOCK Coating: TICN
Tr Artikel-Nr.: GF163156.9514 ø D 1
Article no.:
Zubehör Zähnezahl Z:
Accessories No. of teeth Z: 5
Tech. Info Fräserdurchmesser d 1 : 20,000 mm (gemessen am Frästeil)
Cutter diameter d : 1 (measured on the cutting part)
1)
Fräserradiuskorrektur k :
BGF Cutter radius compensation k : 0,075 mm (0,05 · P)
1)
2)
ZBGF zu programmierender Fräserradius : 9,925 mm – k)
2)
Cutter radius to be programmed : (0,5 · d 1
GSF Schnittgeschwindigkeit v : c ø D
Cutting speed v : 250 m/min
GF c
Vorschub pro Zahn (Fräsen) f z : 0,100 mm
GF-KEG Feed per tooth (milling) f : z
Drehzahl n: v · 1000 b
c
ZGF Speed n: S = 3981 min -1 n = ––––––––
d · π
1
ZIRK-GF Vorschubgeschwindigkeit (Kontur) v : f F = 1990 mm/min = f · Z · n
Feed speed (contour) v : f v f z
· (D – d )
Gigant Vorschubgeschwindigkeit (Mittelpunktsbahn) v fM : F = 663 mm/min v = –––––––––
1
v f
Feed speed (centre point) v : fM D
fM
MoSys
CNC-Innengewindefräsen (im Gleichlauf, an der Kontur, inkremental, nach DIN 66025)
CNC internal thread milling (climb milling, on the contour, incremental, acc. DIN 66025)
N 10 G 54 G 90 G 00 X… Y… Z 2 S 3981 T 01 2) M 03
N 20 G 91 G 00 Z –27
N 30 G 01 Y 0,750 F 1990 (Kontur · Contour ) [F 663] (Mittelpunkt · Centre point )
3)
N 40 G 41 G 01 X 14,25
N 50 G 03 X –14,250 Y 14,25 Z 0,375 I –14,250 J 0
N 60 G 03 X 0 Y 0 Z 1,5 I 0 J –15,000
N 70 G 03 X –14,250 Y –14,25 Z 0,375 I 0 J –14,250
N 80 G 00 G 40 X 14,25 Y –0,75
N 90 G 90 Z 2
Zerspanzeit t : 4,2 sec.
h
Machining time t :
h
1) Der über die Zahnspitze des Gewindeteils gemessene Fräserradius ist um den Betrag 1) The cutter radius measured over the tooth crests of the threaded part must be reduced by the
der Fräserradiuskorrektur zu reduzieren. Hiermit wird eine Zustellung auf Mitte der amount of the cutter radius compensation. This is necessary to achieve a depth of cut to the
„6H/ISO2-Muttertoleranz“ erreicht. Die Fräserradiuskorrektur hängt aber auch von der radialen middle of the 6H/ISO2 nut tolerance. Please note, however, that this also depends on the radial
Verdrängung des Werkzeuges ab (Festigkeit des zu fräsenden Materials und Auskraglänge). defl ection of the tool (tensile strength of the material, projection length of the tool).
2) Der zu programmierende Fräserradius ist üblicherweise im Werkzeugspeicher enthalten. 2) The cutter radius to be programmed is normally included in the tool memory.
3) Bei Steuerungen, welche die Berechnung des Mittelpunktsvorschubs nicht selbstständig 3) If your control does not calculate the centre point feed automatically please use the feed values
durchführen, müssen die Vorschubwerte in Klammern verwendet werden. printed in brackets.
466