
Page 290 - EMUGE
P. 290
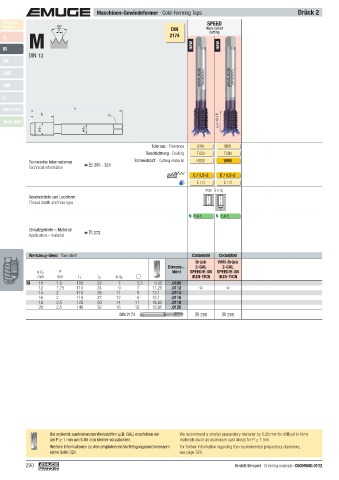
Maschinen-Gewindeformer · Cold-Forming Taps Drück 2
Product SPEED
Finder 60° DIN High-speed
M
P
cutting
v c 2174
M new new
DIN 13
MF
UNC
UNF
G
SELF-LOCK l 1
l 2
Tech. Info
ø d 1 ø d 2
Toleranz · Tolerance 6HX 6HX
Beschichtung · Coating TICN TICN
Technische Informationen 305 - 324 Schneidstoff · Cutting material HSSE VHM
Technical information
E / 1,5-2 E / 1,5-2
E / O E / O
max. 3 x d 1
Gewindetiefe und Lochform
Thread depth and hole type
N 1.4-5 N 1.4-5
Einsatzgebiete – Material 272
Application – material
Werkzeug-Ident · Tool ident C5059500 C505Q800
Drück VHM-Drück
Dimens.- 2-GAL 2-GAL
ø d 1 P Ident SPEED/E-SN SPEED/E-SN
mm mm l 1 l 2 ø d 2 IKZN-TICN IKZN-TICN
M 10 1,5 100 22 7 5,5 9,35 .0100
12 1,75 110 24 9 7 11,25 .0112
14 2 110 26 11 9 13,1 .0114
16 2 110 27 12 9 15,1 .0116
18 2,5 125 30 14 11 16,85 .0118
20 2,5 140 32 16 12 18,85 .0120
DIN 2174 285 285
Bei schlecht ausformenden Werkstoffen (z.B. GAL) empfehlen wir We recommend a smaller preparatory diameter by 0.05 mm for diffi cult to form
bei P ≥ 1 mm um 0,05 mm kleiner vorzubohren. materials (such as aluminium cast alloys) for P ≥ 1 mm.
Weitere Informationen zu den empfohlenen Vorfertigungsdurchmessern For further information regarding the recommended preparatory diameters,
siehe Seite 321. see page 321.
290 Bestell-Beispiel · Ordering example: C5059500.0112