
Page 577 - EMUGE
P. 577
Spiralbohrer · Twist Drills
Product
5.11 Probleme, mögliche Ursachen und Abhilfen 5.11 Problems, possible causes and solutions Finder
beim Bohren in drilling v c / f
STEEL
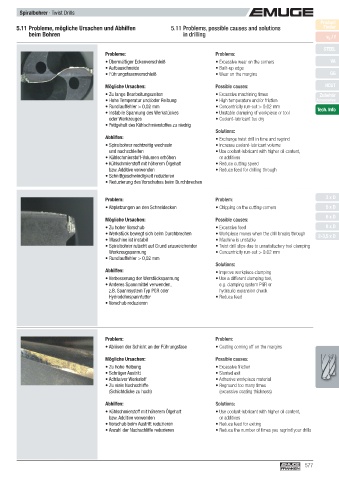
Probleme: Problems:
• Übermäßiger Eckenverschleiß • Excessive wear on the corners VA
• Aufbauschneide • Built-up edge
• Führungsfasenverschleiß • Wear on the margins GG
Mögliche Ursachen: Possible causes: HCUT
• Zu lange Bearbeitungszeiten • Excessive machining times Zubehör
• Hohe Temperatur und/oder Reibung • High temperature and/or friction Accessories
• Rundlauffehler > 0,02 mm • Concentricity run-out > 0.02 mm
• Instabile Spannung des Werkstückes • Unstable clamping of workpiece or tool Tech. Info
oder Werkzeuges • Coolant-lubricant too dry
• Fettgehalt des Kühlschmierstoffes zu niedrig
Solutions:
Abhilfen: • Exchange twist drill in time and regrind
• Spiralbohrer rechtzeitig wechseln • Increase coolant-lubricant volume
und nachschleifen • Use coolant-lubricant with higher oil content,
• Kühlschmierstoff-Volumen erhöhen or additives
• Kühlschmierstoff mit höherem Ölgehalt • Reduce cutting speed
bzw. Additive verwenden • Reduce feed for drilling through
• Schnittgeschwindigkeit reduzieren
• Reduzierung des Vorschubes beim Durchbrechen
Problem: Problem: 3 x D
• Abplatzungen an den Schneidecken • Chipping on the cutting corners 5 x D
6 x D
Mögliche Ursachen: Possible causes:
• Zu hoher Vorschub • Excessive feed 8 x D
• Werkstück bewegt sich beim Durchbrechen • Workpiece moves when the drill breaks through 2-3,5 x D
• Maschine ist instabil • Machine is unstable
• Spiralbohrer rutscht auf Grund unzureichender • Twist drill slips due to unsatisfactory tool clamping
Werkzeugspannung • Concentricity run-out > 0.02 mm
• Rundlauffehler > 0,02 mm
Solutions:
Abhilfen: • Improve workpiece clamping
• Verbesserung der Werstückspannung • Use a different clamping tool,
• Anderes Spannmittel verwenden, e.g. clamping system PGR or
z.B. Spannsystem Typ PGR oder hydraulic expansion chuck
Hydrodehnspannfutter • Reduce feed
• Vorschub reduzieren
Problem: Problem:
• Ablösen der Schicht an der Führungsfase • Coating coming off on the margins
Mögliche Ursachen: Possible causes:
• Zu hohe Reibung • Excessive friction
• Schräger Austritt • Slanted exit
• Adhäsiver Werkstoff • Adhesive workpiece material
• Zu viele Nachschliffe • Reground too many times
(Schichtdicke zu hoch) (excessive coating thickness)
Abhilfen: Solutions:
• Kühlschmierstoff mit höherem Ölgehalt • Use coolant-lubricant with higher oil content,
bzw. Additive verwenden or additives
• Vorschub beim Austritt reduzieren • Reduce feed for exiting
• Anzahl der Nachschliffe reduzieren • Reduce the number of times you regrind your drills
577