
Page 407 - EMUGE
P. 407
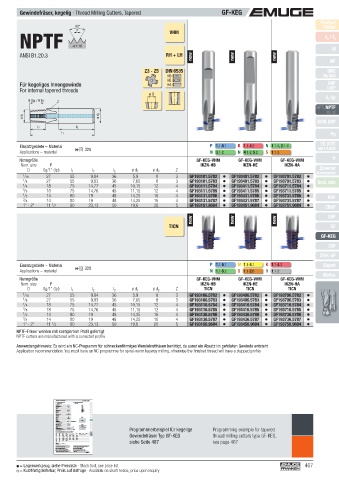
Gewindefräser, kegelig · Thread Milling Cutters, Tapered GF-KEG
Product
60° VHM Finder
P
NPTF 1:16 v / f z
c
M
ANSI B1.20.3 RH + LH new new new MF
Z3 - Z5 DIN 6535 UNC
HB UN, UNS
HE
Für kegeliges Innengewinde HA UNF
For internal tapered threads UNEF
ø D
G, Rp
9 Gg. / 9 thr. Z
NPT, NPTF
Rc, W
ø d 1 ø d 2
BSW, BSF
l 2 l 3
l 1 Pg
EG (STI)
Einsatzgebiete – Material 328 P 1.1- 5.1 K 1.1- 4.2 N 1.1-5, 2.1-6 SELF-LOCK
Applications – material N 3.1-2 N 4.1-2, 5.2 S 1.1-3
Nenngröße GF-KEG-VHM GF-KEG-VHM GF-KEG-VHM Tr
Nom. size P IKZN-HB IKZN-HE IKZN-HA
D Gg/1" (tpi) l 1 l 2 l 3 ø d 1 ø d 2 Z Zubehör
1 /16 27 55 9,84 36 5,9 8 3 GF193101.5782 GF193401.5782 GF193701.5782 Accessories
1 /8 27 55 9,83 36 7,65 8 3 GF193101.5783 GF193401.5783 GF193701.5783 Tech. Info
1
/4 18 75 14,77 45 10,15 12 4 GF193111.5784 GF193411.5784 GF193711.5784
3 /8 18 75 14,76 45 11,15 12 4 GF193111.5785 GF193411.5785 GF193711.5785
1
/2 14 80 19 48 14,25 16 4 GF193131.5786 GF193431.5786 GF193731.5786 BGF
3 /4 14 80 19 48 14,25 16 4 GF193131.5787 GF193431.5787 GF193731.5787
1" - 2" 11 /2 90 23,13 50 19,6 20 5 GF193151.9684 GF193451.9684 GF193751.9684 ZBGF
1
new new new GSF
TICN GF
GF-KEG
ZGF
ZIRK-GF
Einsatzgebiete – Material P 1.1- 5.1 M 1.1- 4.1 K 1.1- 4.2 Gigant
Applications – material 328 N 1.1- 5.2 S 1.1- 2.6 H 1.1-2
MoSys
Nenngröße GF-KEG-VHM GF-KEG-VHM GF-KEG-VHM
Nom. size P IKZN-HB IKZN-HE IKZN-HA
D Gg/1" (tpi) l 1 l 2 l 3 ø d 1 ø d 2 Z TICN TICN TICN
1 /16 27 55 9,84 36 5,9 8 3 GF193106.5782 GF193406.5782 GF193706.5782
1 /8 27 55 9,83 36 7,65 8 3 GF193106.5783 GF193406.5783 GF193706.5783
1 /4 18 75 14,77 45 10,15 12 4 GF193116.5784 GF193416.5784 GF193716.5784
3 /8 18 75 14,76 45 11,15 12 4 GF193116.5785 GF193416.5785 GF193716.5785
1 /2 14 80 19 48 14,25 16 4 GF193136.5786 GF193436.5786 GF193736.5786
3
/4 14 80 19 48 14,25 16 4 GF193136.5787 GF193436.5787 GF193736.5787
1
1" - 2" 11 /2 90 23,13 50 19,6 20 5 GF193156.9684 GF193456.9684 GF193756.9684
NPTF-Fräser werden mit korrigiertem Profi l gefertigt
NPTF cutters are manufactured with a corrected profi le
Anwendungshinweis: Es wird ein NC-Programm für schneckenförmiges Wendelnutfräsen benötigt, da sonst ein Absatz im gefrästen Gewinde entsteht
Application recommendation: You must have an NC programme for spiral-worm keyway milling, otherwise the fi nished thread will have a stepped profi le
Gewindefräser · Thread Milling Cutters
Product
3.8 Programmierbeispiele (DIN) 3.8 Programming examples (DIN) Finder
Werkzeug: GF-KEG Tool: GF-KEG v c / f z
Gewinde-Abmessung: M
Thread dimension: NPT 1 /2 - 14
Gewinde-Außendurchmesser D: 21,092 mm MF
Thread major diameter D:
Kegelverhältnis: 1 : 16 UNC
Taper ratio: UN, UNS
Steigung: Z UNF
Pitch: 1,814 mm UNEF
Kernlochdurchmesser D 3 : 17,850 mm G, Rp
Drilled hole diameter D 3 : 9 Gg. 9 thr.
Nutzbare Tiefe t 4 : NPT, NPTF
Usable depth t 4 : 15,384 mm ø d 1 Rc, W
Werkstoff:
Material: GAlSi9 BSW, BSF
Werkzeug-Abmessungen: Pg
Tool dimensions: ø 14,25 x 19,01 x 80 mm EG (STI)
Schneidstoff: VHM SELF-LOCK
Cutting material:
Beschichtung: TICN ø D 3 Tr
Coating:
Artikel-Nr.: Zubehör
Article no.: GF173136.9678 Accessories
Zähnezahl Z: 4 Tech. Info
No. of teeth Z:
Fräserdurchmesser d 1 : (gemessen am Frästeil)
Cutter diameter d 1 : 14,250 mm (measured on the cutting part) BGF
zu programmierender Fräserradius: 7,080 mm ZBGF
Cutter radius to be programmed:
Schnittgeschwindigkeit v c : ø D GSF
Cutting speed v c : 250 m/min GF
Vorschub pro Zahn (Fräsen) f z : 0,120 mm
Feed per tooth (milling) f z : t 4 GF-KEG
Drehzahl n: S = 5584 min -1 v n = –––––––– c · 1000
Speed n: d 1 · π ZGF
Vorschubgeschwindigkeit (Kontur) v f :
Feed speed (contour) v f : F = 2681 mm/min v f = f z · Z · n ZIRK-GF Programmierbeispiel für kegelige Programming example for tapered
Vorschubgeschwindigkeit (Mittelpunktsbahn) v fM : F = 870 mm/min v v fM = ––––––––– f · (D – d 1 ) Gigant
Feed speed (centre point) v fM : D
MoSys
CNC-Innengewindefräsen (im Gleichlauf, an der Kontur, inkremental, nach DIN 66025)
CNC internal thread milling (climb milling, on the contour, incremental, acc. DIN 66025)
N 10 G 54 G 90 G 00 X… Y… Z 2 S 5584 T 01 M 03
N 20 G 91 G 00 Z –17,384
N 30 G 01 G 41 Y –8,925 F 2681 (Kontur · Contour ) [F 870] 1) (Mittelpunkt · Centre point ) Gewindefräser Typ GF-KEG thread milling cutters type GF-KEG,
N 40 G 03 X 0,000 Y 19,471 Z 0,907 I 0,000 J 9,736
N 50 G 03 X –10,560 Y –10,546 Z 0,454 I –0,007 J –10,553
N 60 G 03 X 10,560 Y –10,574 Z 0,454 I 10,567 J –0,007
N 70 G 03 X 10,589 Y 10,574 Z 0,454 I 0,007 J 10,581
N 80 G 03 X –10,589 Y 10,603 Z 0,454 I –10,596 J 0,007
N 90 G 03 X 0,000 Y –19,528 Z 0,907 I 0,000 J –9,764
N 100 G 01 G 40 Y 8,925 siehe Seite 467
N 110 G 90 see page 467
N 120 Z 2
Zerspanzeit t h :
Machining time t h : 2,9 sec.
Das erste gefräste Gewinde ist unbedingt zu lehren, um eine eventuell erforderliche Please note that it is essential to gauge the fi rst fi nished thread! This will make it possible to introduce a
Werkzeug radius- oder Tiefenkorrektur vorzunehmen, welche sich aus dem planseitigen tool radius or depth compensation which may be necessary. Compensation is made by adjusting the
Abstand der Lehrdorn-Messstufen zum Werkstück ergibt. distance of the measuring steps on the plane side of the plug gauge from the workpiece.
1. The cutter radius to be programmed in the tool memory
Variable Werte zur Beeinfl ussung des gefrästen Gewindedurchmessers sind: Variables for infl uencing the thread diameter on the workpiece:
1. Der zu programmierende Fräserradius im Werkzeugspeicher 2. The plunge depth (thread depth Z– in block N 20)
2. Die Eintauchtiefe (Gewindetiefe) Z– im Satz N 20
Radiuskorrektur = fehlende Einschraubtiefe x Kegelverhältnis (1 : 16) : 2 Radius compensation = lacking screw-in depth x taper ratio (1 : 16) : 2
Merke: Ein kleinerer Werkzeugradius bewirkt ein tieferes Einschrauben! Please note: A smaller tool radius will create an increased screw-in depth!
1) Bei Steuerungen, welche die Berechnung des Mittelpunktsvorschubs nicht selbstständig 1) If your control does not calculate the centre point feed automatically please use the feed values
durchführen, müssen die Vorschubwerte in Klammern verwendet werden. printed in brackets.
467
= Lagerwerkzeug, siehe Preisliste · Stock tool, see price list 407
= Kurzfristig lieferbar, Preis auf Anfrage · Available on short notice, price upon inquiry