
Page 35 - EMUGE
P. 35
AUT-A KOMBI MMB KEG TRAPEZ RUND
Product
Finder
v c
M
AUT-A KOMBI MMB Rekord Rekord Rekord Rekord Rekord Rekord Rekord TRAPEZ TRAPEZ TRAPEZ TRAPEZ TRAPEZ RUND
MS-R DIN 357 KEG KEG KEG KEG KEG KEG KEG 2Stuf Rekord AM-VA Rekord AUT Rekord
STEEL STEEL-AZ VA VA-AZ R35-VA R35-VA-AZ R10-NI-PM-TICN STEEL C-STEEL NT C-VA-NT A-MS A-STEEL MF
max. 1 C / 2-3 – C / 2-3 C / 2-3 C / 2-3 C / 2-3 C / 2-3 C / 2-3 C / 2-3 ––– ––– E / 1,5-2 C / 2-3
Gewindetiefe max. 1 x d 1 max. 1 x d 1 max. 1,5 x d 1 max. 2 x d 1 4) max. 2 x d 1 4) max. 1,5 x d 1 max. 2 x d 1 max. 1 x d 1 max. 1 x d 1 Gewindetiefe UNC
und Lochform und Lochform UN-8
Thread depth ––– ––– ––– Thread depth
and hole type and hole type UNF
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
Seite · Page
M 100 101 M UNEF
MF 138 139 MF
UNC UNC G, Rp
UNF UNF NPSM, NPSF
UNEF, UN-8 UNEF, UN-8
G, Rp 178, 181 G, Rp NPT, NPTF
NPSM, NPSF Seite · Page NPSM, NPSF Rc, W
NPT, NPTF, Rc 185 - 197 189 185 - 196 185, 187 186 - 192 186, 188 186, 191 NPT, NPTF, Rc
W 198 W BSW, BSF
BSW, BSF BSW, BSF
Pg Pg
MJ MJ Pg
UNJC, UNJF UNJC, UNJF
EG (STI) EG (STI)
LK-M LK-M MJ
Tr, Tr-F, Rd 232 235 233 235 234, 236 237 Tr, Tr-F, Rd UNJC, UNJF
EG (STI)
1.1 5 - 25 5 - 25 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 1.1 SELF-LOCK
Tr, Tr-F
2.1 5 - 20 5 - 20 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6 2.1 Rd
P 3.1 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 3.1 P Zubehör
Accessories
Tech. Info
4.1 1 - 5 1 - 5 4.1
5.1 5.1
1.1 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 1.1
M 2.1 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 2.1 M
3.1 1 - 5 1 - 5 1 - 5 1 - 5 3.1
4.1 1 - 3 4.1
1.1 2 - 10 2 - 10 2 - 10 2 - 10 1.1
1.2 2 - 10 2 - 10 2 - 10 2 - 10 1.2
2.1 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2.1
K 2.2 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 2.2 K
3.1 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 3.1
3.2 2 - 8 2 - 8 2 - 8 2 - 8 2 - 8 3.2
4.1 2 - 10 2 - 10 2 - 10 2 - 10 2 - 10 4.1
4.2 2 - 10 2 - 10 2 - 10 2 - 10 2 - 10 4.2
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
in m/min
1.1 1.1
1.2 1.2
1.3 1.3
1.4 2 - 10 1.4
1.5 2 - 10 in m/min 1.5
v
v
v
v
v
v
v
1.6 1.6
v
v
v
v
v
v
v
v
v
c
c
c
c
c
2.1 2.1
2.2 10 - 40 10 - 40 2 - 10 2 - 10 2 - 10 v 2 - 10 2.2
2 - 10
2 - 10
2.3 10 - 40 2 - 10 2 - 10 2 - 10 c 2 - 10 2 - 10 2.3
2.4 1 - 8 1 - 8 1 - 8 1 - 8 2.4
2.5 1 - 8 1 - 8 1 - 8 1 - 8 2.5
N 2.6 5 - 20 1 - 8 1 - 8 1 - 8 1 - 8 1 - 8 2.6 N
2.7 2.7
2.8 2.8
3.1 3.1
3.2 3.2
4.1 4.1
4.2 4.2
4.3 4.3
4.4 4.4
5.1 5.1
5.2 5.2
5.3 5.3
1.1 1.1
1.2 1.2
1.3 1.3
S 2.1 2.1 S
2.2 2.2
2.3 1 - 3 2.3
2.4 2.4
2.5 1 - 3 2.5
2.6 1 - 3 2.6
1.1 1.1
H 1.2 1.2 H
1.3
1.3
1.4 1.4
1.5 1.5
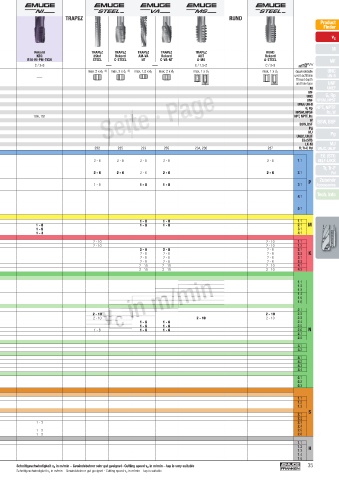
Schnittgeschwindigkeit v c in m/min – Gewindebohrer sehr gut geeignet · Cutting speed v c in m/min – tap is very suitable 35
Schnittgeschwindigkeit v c in m/min – Gewindebohrer gut geeignet · Cutting speed v c in m/min – tap is suitable