
Page 321 - EMUGE
P. 321
Gewindeformer · Cold-Forming Taps
Product
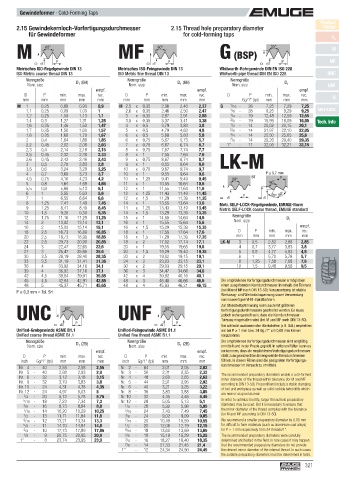
2.15 Gewindekernloch-Vorfertigungsdurchmesser 2.15 Thread hole preparatory diameter Finder
für Gewindeformer for cold-forming taps v c
M 60° MF 60° G (BSP) 55° M
P P P MF
D D 1 D D 1 D D 1
Metrisches ISO-Regelgewinde DIN 13 Metrisches ISO-Feingewinde DIN 13 Whitworth-Rohrgewinde DIN EN ISO 228
ISO Metric coarse thread DIN 13 ISO Metric fi ne thread DIN 13 Whitworth pipe thread DIN EN ISO 228 UNC
Nenngröße Nenngröße Nenngröße
Nom. size D 1 (6H) Nom. size D 1 (6H) Nom. size D 1 UNF
empf. empf. empf.
D P min. max. rec. D P min. max. rec. D P min. max. rec.
mm mm mm mm mm mm mm mm mm mm Gg/1" (tpi) mm mm mm G
M 1 0,25 0,89 0,93 0,9 M 2,5 x 0,35 2,36 2,40 2,37 G 1 /16 - 28 7,25 7,29 7,25
1,1 0,25 0,99 1,03 1 2,6 x 0,35 2,46 2,50 2,47 1 /8 - 28 9,25 9,29 9,25 SELF-LOCK
1,2 0,25 1,09 1,13 1,1 3 x 0,35 2,87 2,91 2,88 /4 - 19 12,48 12,59 12,55
1
1,4 0,3 1,27 1,31 1,28 3,5 x 0,35 3,37 3,41 3,38 /8 - 19 15,99 16,09 16,05 Tech. Info
3
1
1,6 0,35 1,46 1,50 1,47 4 x 0,5 3,79 3,83 3,8 /2 - 14 20,02 20,15 20,1
5
1,7 0,35 1,56 1,60 1,57 5 x 0,5 4,79 4,83 4,8 /8 - 14 21,97 22,10 22,05
1,8 0,35 1,66 1,70 1,67 6 x 0,5 5,80 5,83 5,8 /4 - 14 25,50 25,65 25,6
3
2 0,4 1,84 1,88 1,85 6 x 0,75 5,67 5,73 5,7 /8 - 14 29,26 29,40 29,35
7
2,2 0,45 2,02 2,06 2,03 7 x 0,75 6,67 6,74 6,7 1" - 11 32,05 32,21 32,15
2,3 0,4 2,14 2,18 2,15 8 x 0,75 7,67 7,74 7,7
2,5 0,45 2,32 2,36 2,33 8 x 1 7,55 7,64 7,6
2,6 0,45 2,42 2,46 2,43 9 x 0,75 8,67 8,74 8,7 LK-M
3 0,5 2,79 2,83 2,8 9 x 1 8,55 8,64 8,6
3,5 0,6 3,24 3,28 3,25 10 x 0,75 9,67 9,74 9,7
4 0,7 3,69 3,73 3,7 10 x 1 9,55 9,64 9,6 P ≤ 0,7 mm
4,5 0,75 4,16 4,23 4,2 10 x 1,25 9,41 9,49 9,45 60° BT P
5 0,8 4,64 4,68 4,65 11 x 1 10,55 10,64 10,6 90°
5,5 0,9 5,09 5,13 5,1 12 x 1 11,55 11,64 11,6
6 1 5,55 5,63 5,6 12 x 1,25 11,43 11,49 11,45 P 30° 60°
7 1 6,55 6,64 6,6 12 x 1,5 11,29 11,39 11,35 D D 1 D D 1
8 1,25 7,41 7,49 7,45 14 x 1 13,55 13,64 13,6 Metr. SELF-LOCK-Regelgewinde, EMUGE-Norm
9 1,25 8,41 8,49 8,45 14 x 1,25 13,43 13,49 13,45 Metric SELF-LOCK coarse thread, EMUGE standard
10 1,5 9,28 9,39 9,35 14 x 1,5 13,29 13,39 13,35
12 1,75 11,16 11,29 11,25 15 x 1 14,55 14,64 14,6 Nenngröße D 1
14 2 13,02 13,14 13,1 16 x 1 15,55 15,64 15,6 Nom. size
16 2 15,02 15,14 15,1 16 x 1,5 15,29 15,39 15,35 empf.
18 2,5 16,73 16,89 16,85 18 x 1 17,55 17,64 17,6 D P min. max. rec.
20 2,5 18,73 18,90 18,85 18 x 1,5 17,29 17,39 17,35 mm mm mm mm mm
22 2,5 20,73 20,90 20,85 18 x 2 17,02 17,14 17,1 LK-M 3 0,5 2,82 2,88 2,85
24 3 22,47 22,65 22,6 20 x 1 19,55 19,65 19,6 4 0,7 3,77 3,83 3,8
27 3 25,47 25,65 25,6 20 x 1,5 19,29 19,40 19,35 5 0,8 4,77 4,83 4,8
30 3,5 28,19 28,40 28,35 20 x 2 19,02 19,15 19,1 6 1 5,70 5,78 5,7
33 3,5 31,19 31,41 31,35 24 x 2 23,03 23,15 23,1 8 1,25 7,58 7,68 7,6
36 4 33,92 34,16 34,1 30 x 2 29,03 29,15 29,1 10 1,5 9,48 9,58 9,5
39 4 36,92 37,16 37,1 36 x 3 34,47 34,66 34,6
42 4,5 39,64 39,91 39,85 42 x 4 39,92 40,16 40,1
45 4,5 42,64 42,91 42,85 48 x 3 46,48 46,66 46,6 Die empfohlenen Vorfertigungsdurchmesser ermöglichen
48 5 45,37 45,71 45,65 48 x 4 45,93 46,21 46,15 einen ausgeformten Kerndurchmesser innerhalb der Toleranz
P ≤ 0,3 mm = Tol. 5H (bei M und MF nach DIN 13-50). Voraussetzung ist stabile
Werkzeug- und Werkstückspannung sowie Verwendung
von neuwertigen VHM-Spiralbohrern.
UNC 60° UNF 60° Zur Standzeitoptimierung kann auch mit größeren
Vorfertigungsdurchmessern gearbeitet werden. Es muss
jedoch sichergestellt sein, dass die Kerndurchmesser-
P P Toleranz eingehalten wird (bei M und MF nach DIN 13-50).
D D 1 D D 1 Bei schlecht ausformenden Werkstoffen (z.B. GAL) em pfehlen
Unifi ed-Grobgewinde ASME B1.1 Unifi ed-Feingewinde ASME B1.1 wir bei P ≥ 1 mm bzw. 24 Gg./1" um 0,05 mm kleiner
Unifi ed coarse thread ASME B1.1 Unifi ed fi ne thread ASME B1.1 vorzubohren.
Nenngröße (2B) Nenngröße (2B) Die empfohlenen Vorfertigungsdurchmesser sind sorgfältig
Nom. size D 1 Nom. size D 1 ermittelt und in der Praxis geprüft. In seltenen Fällen kann es
empf. empf. vorkommen, dass die empfohlenen Vorfertigungs durchmesser
D P min. max. rec. D P min. max. rec. nicht zum gewünschten Innengewinde-Kerndurchmesser
inch Gg/1" (tpi) mm mm mm inch Gg/1" (tpi) mm mm mm führen. In diesen Fällen sind die geeig neten Vorfertigungs-
Nr. 4 - 40 2,55 2,58 2,55 Nr. 2 - 64 2,01 2,05 2,02 durchmesser im Versuch zu ermitteln.
Nr. 5 - 40 2,88 2,93 2,9 Nr. 3 - 56 2,31 2,35 2,32 The recommended preparatory diameters enable a cold-formed
Nr. 6 - 32 3,12 3,18 3,15 Nr. 4 - 48 2,60 2,65 2,62 minor diameter of the thread within tolerance (for M and MF
Nr. 8 - 32 3,79 3,83 3,8 Nr. 5 - 44 2,91 2,95 2,92 according to DIN 13-50). Preconditions include a stable clamping
Nr. 10 - 24 4,31 4,38 4,35 Nr. 6 - 40 3,21 3,25 3,22 of tool and workpiece as well as solid carbide twist drills which
Nr. 12 - 24 4,97 5,03 5 Nr. 8 - 36 3,83 3,88 3,85 are new or as good as new.
1 /4 - 20 5,72 5,78 5,75 Nr. 10 - 32 4,45 4,48 4,45
5
/16 - 18 7,23 7,34 7,3 Nr. 12 - 28 5,05 5,13 5,1 In order to optimize tool life, larger thread hole preparatory
3
/8 - 16 8,73 8,84 8,8 1 /4 - 28 5,92 5,98 5,95 diameters may be used. But it is necessary to ensure that
/16 - 14 10,20 10,29 10,25 /16 - 24 7,43 7,49 7,45 the minor diameter of the thread complies with the tolerance
5
7
1
3
/2 - 13 11,71 11,84 11,8 /8 - 24 9,02 9,09 9,05 (for M and MF according to DIN 13-50).
7
9
/16 - 12 13,21 13,34 13,3 /16 - 20 10,49 10,59 10,55 We recommend a smaller preparatory diameter by 0.05 mm
1
5
/8 - 11 14,70 14,84 14,8 /2 - 20 12,08 12,19 12,15 for diffi cult to form materials (such as aluminium cast alloys)
9
3
/4 - 10 17,73 17,89 17,85 /16 - 18 13,60 13,69 13,65 for P ≥ 1 mm respectively from 24 threads/1".
5
7
/8 - 9 20,75 20,95 20,9 /8 - 18 15,19 15,29 15,25 The recommended preparatory diameters were carefully
3
1" - 8 23,74 23,95 23,9 /4 - 16 18,27 18,40 18,35 determined and tested in the fi eld. In rare cases it may happen
7
/8 - 14 21,33 21,45 21,4 that the recommended preparatory diameters do not provide
1" - 12 24,34 24,50 24,45 the desired minor diameter of the internal thread. In such cases
the suitable preparatory diameters must be determined in tests.
321