
Page 662 - EMUGE
P. 662
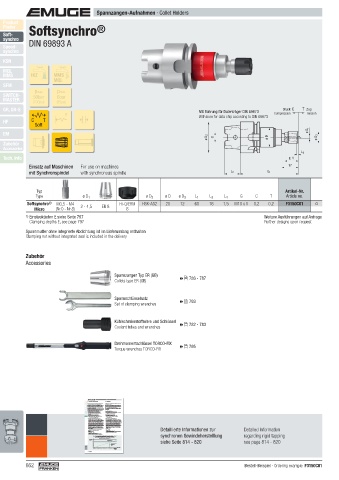
Spannzangen-Aufnahmen · Collet Holders
Product
Finder Softsynchro ®
Soft-
synchro
Speed- DIN 69893 A
synchro
KSN
MQL
MMS IKZ MMS
MQL
SFM
pmax pmax
SWITCH- 50bar 6bar
MASTER (700psi) (85psi)
GR, GR-S Mit Bohrung für Datenträger DIN 69873 Druck C T Zug
F With bore for data chip according to DIN 69873 Compression Tension
HF C T
Soft
ø D 1
EM
ø D 2 G ø D ø D 3
Zubehör
Accessories
L 4
Tech. Info E 1)
Einsatz auf Maschinen For use on machines 17
mit Synchronspindel with synchronous spindle L 2 L 1
Typ Artikel-Nr.
Type ø D 1 ø D 2 ø D ø D 3 L 1 L 2 L 4 G C T Article no.
Softsynchro ® M0,5 - M4 2 - 4,5 ER 8 Hi-Q/ERM HSK-A32 20 12 60 16 1,5 M10 x 1 0,2 0,2 F3150C01
Micro (Nr.0 - Nr.8) 8
1) Einstecktiefen E siehe Seite 797 Weitere Ausführungen auf Anfrage
Clamping depths E, see page 797 Further designs upon request
Spannmutter ohne integrierte Abdichtung ist im Lieferumfang enthalten
Clamping nut without integrated seal is included in the delivery
Zubehör
Accessories
Spannzangen Typ ER (GB) 786 - 787
Collets type ER (GB)
Spannschlüsselsatz
Set of clamping wrenches 793
Kühlschmierstoffrohre und Schlüssel 782 - 783
Coolant tubes and wrenches
Drehmomentschlüssel TORCO-FIX
Torque wrenches TORCO-FIX 795
Aufnahmen und Gewindeschneidapparate · Tap Holders and Tapping Attachments
Product
Finder 7.4 Synchrone Gewindeherstellung 7.4 Rigid tapping
Soft- synchro
Speed- Warum synchrone Gewindeherstellung mit starren Spannzangen- Why synchronous thread production with rigid collet holders will not
synchro Aufnahmen nicht zu optimalen Werkzeugstandzeiten führt. result in optimum tool lives.
KSN Bei der Herstellung eines Gewindes auf einer CNC-Maschine mit Gewinde- When producing a thread on a CNC machine with taps or cold-forming taps
(for simplicity’s sake, we will call them threading tools in the following) the
bohrern oder -formern (nachfolgend zur Vereinfachung mit Gewinde-
MQL werkzeug bezeichnet) muss die Geschwindigkeit der Drehbewegung der speed of the rotation movement of the machine spindle with the speed of the
MMS Maschinenspindel mit der Geschwindigkeit der Vorschubachse erfasst, feed axis must be registered, accounted and synchronised.
SFM verrechnet und synchronisiert werden. When accounting the threading tool pitch and the cutting speed – giving the
feed speed, faults may occur caused by parameters not being considered
Bei der Verrechnung der Gewindesteigung und der Schnitt geschwindigkeit,
SWITCH- aus der sich die Vorschubgeschwindigkeit ableitet, entstehen Fehler durch during the control.
MASTER Parameter, die bei der Regelung nicht berück sichtigt werden können.
GR, GR-S Zu erwähnen sind hier die zwei Haupteinfl ussgrößen: Two main infl uencing variables are:
HF 1. Einfl ussgrößen durch das CNC-Bearbeitungszentrum 1. Infl uencing factors by the CNC machining centre
Rechnergeschwindigkeit, Aufl ösung der Achsensensorik Computer speed, resolution of the axis detection (linear axis, turning axis,
EM (lineare Achse, Drehachse, C-Achse), mechanischer Zustand C-axis), mechanical condition of the machine.
der Maschine.
Zubehör
Accessories 2. Einfl ussgrößen durch das Gewindewerkzeug 2. Infl uencing factors by the threading tool
a) Toleranzen der Gewindesteigung nach DIN EN 22857
a) Tolerances of the thread pitch acc. to DIN EN 22857
Tech. Info b) Temperaturgang der Gewindesteigung, Längenausdehnung b) Change of thread pitch and length of the threading tool
des Gewindewerkzeugs bei t Arbeit ≠ t Messen when t Work ≠ t Measurement
1. Einfl ussgrößen durch das CNC-Bearbeitungszentrum 1. Infl uencing factors by the CNC machining centre
Das Schneiden und Formen von Gewinden mit Synchronspindeln Regarding the formfi tting between tool and workpiece, the cutting and
erfordert wegen des Formschlusses zwischen Werkzeug und Werkstück forming of threads with synchronous spindles requires permanent µ-exact
ein ständiges µ-genaues Überwachen und Regeln der Vorschubachsen- control and adjusting of the feed axis movement in relation to the rotation
bewegung in Relation zur Drehbewegung der Werkzeugspindel. movement of the tool spindle. Thus the thread production differs from other
Damit unterscheidet sich die Gewindeherstellung von sonst bekannten known kinds of machining eg drilling, reaming or milling. These processings
Bearbeitungen wie z.B. Bohren, Reiben oder Fräsen. Bei diesen Bear- only require an exact linear movement of the control for positioning
beitungen wird von der Steuerung lediglich eine exakte Linearbewegung purposes, as these tools are not connected formfi tting with the workpiece.
zur Positionierung gefordert, da diese Werkzeuge nicht formschlüssig Consequently, the main emphasis of machine manufacturers is on the
mit dem Werkstück verbunden sind. Dies hat zur Folge, dass das Haupt- control of the linear axis. In practice today simply rotary pick-ups with 256
augenmerk der Maschinenhersteller auf der Kontrolle der Linearachsen impulses per spindle rotation (360°) are used to control the rotation axis.
liegt. In der Praxis werden heute zur Regelung der Rotationsachse This corresponds to an angle and so a control gap of 1.4° per impulse.
lediglich Rotgeber mit 256 Impulsen pro Spindelumdrehung (360°) P Axial forces during thread machining arise caused by control faults
eingesetzt. Dies entspricht einem Winkel und somit Überwachungsloch or control inaccuracies.
von 1,4° pro Impuls. Example:
P Es entstehen Axialkräfte bei der Gewindebearbeitung durch Tap M10 Detaillierte Informationen zur Detailed information
Regelungsfehler oder Regelungsungenauigkeiten. Thread pitch 1.5 mm
Beispiel: Possible uncontrolled spindle rotation 1.4°
Gewindewerkzeug M10 P Possible axial position fault of about 5.8 µm between threading tool
Gewindesteigung 1,5 mm specifi ed position and machine spindle real position.
Mögliche unkontrollierte Spindeldrehung 1,4°
P Möglicher axialer Positionsfehler von ca. 5,8 µm zwischen
Gewindewerkzeug-Sollposition und Maschinenspindel-Istposition
Diagramm Maschinenspindeldrehpositionsfehler /axiale Steigungsfehler (gewindesteigungsabhängig) synchronen Gewindeherstelllung regarding rigid tapping
Auswirkung des Fehlers der Maschinendrehbewegung auf das Gewindewerkzeug
Graph machine spindle turning position fault /axial pitch fault (depends on thread pitch)
[µm] Effect of machine turning movement fault on the tool
Axialer Fehler 9
Axial fault 8 Gewindesteigung P = 1,5 mm siehe Seite 814 - 820
Thread pitch P = 1.5 mm
7 see page 814 - 820
6
5
4 möglicher maschinen bedingter
Steigungsfehler
3 possible machine-sided
2 pitch fault
1
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 [Grad · Degree ]
Winkelfehler
Angle fault
814
662 Bestell-Beispiel · Ordering example: F3150C01