
Page 519 - EMUGE
P. 519
Product
Schnittwerte Cutting data Finder
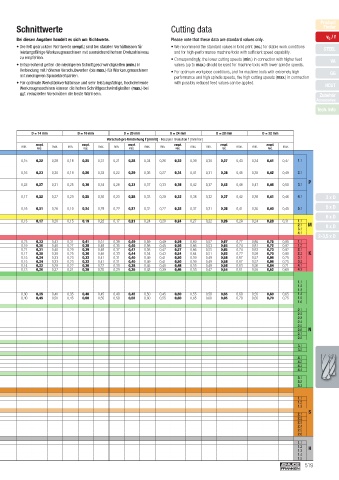
Bei diesen Angaben handelt es sich um Richtwerte. Please note that these data are standard values only. v c / f
• Die fett gedruckten Richtwerte (empf.) sind bei stabilen Verhältnissen für • We recommend the standard values in bold print (rec.) for stable work conditions STEEL
leistungsfähige Werkzeugmaschinen mit ausreichend hohem Drehzahlniveau and for high-performance machine tools with suffi cient speed capability.
zu empfehlen. • Correspondingly, the lower cutting speeds (min.) in connection with higher feed
• Entsprechend gelten die niedrigeren Schnittgeschwindigkeiten (min.) in values (up to max.) should be used for machine tools with lower spindle speeds. VA
Verbindung mit höheren Vorschubwerten (bis max.) für Werkzeugmaschinen • For optimum workpiece conditions, and for machine tools with extremely high
mit niedrigeren Spindeldrehzahlen. performance and high spindle speeds, the high cutting speeds (max.) in connection GG
• Für optimale Werkstückverhältnisse und sehr leistungsfähige, hochdrehende with possibly reduced feed values can be applied. HCUT
Werkzeugmaschinen können die hohen Schnittgeschwindigkeiten (max.) bei
ggf. reduzierten Vorschüben die beste Wahl sein. Zubehör
Accessories
Tech. Info
EF-Drill Modular EF-Drill Modular
STEEL STEEL
3 x D 5 x D D = 14 mm D = 16 mm D = 20 mm D = 24 mm D = 28 mm D = 32 mm
Schnittgeschwindigkeit v c [m/min] · Cutting speed v c [m/min] Vorschub pro Umdrehung f [mm/U] · Feed per revolution f [mm/rev.]
min. empf. max. min. empf. max. min. empf. max. min. empf. max. min. empf. max. min. empf. max. min. empf. max. min. empf. max.
rec.
rec.
rec.
rec.
rec.
rec.
rec.
rec.
1.1 100 140 140 100 140 140 0,15 0,22 0,28 0,18 0,25 0,31 0,21 0,28 0,34 0,26 0,33 0,39 0,30 0,37 0,43 0,34 0,41 0,47 1.1
2.1 90 115 130 90 115 130 0,16 0,23 0,30 0,19 0,26 0,33 0,22 0,29 0,36 0,27 0,34 0,41 0,31 0,38 0,45 0,35 0,42 0,49 2.1
P 3.1 70 100 110 70 100 110 0,22 0,27 0,31 0,25 0,30 0,34 0,28 0,33 0,37 0,33 0,38 0,42 0,37 0,42 0,46 0,41 0,46 0,50 3.1 P
4.1 60 80 100 60 80 100 0,17 0,22 0,27 0,20 0,25 0,30 0,23 0,28 0,33 0,28 0,33 0,38 0,32 0,37 0,42 0,36 0,41 0,46 4.1 3 x D
5.1 50 60 70 50 60 70 0,16 0,21 0,26 0,19 0,24 0,29 0,22 0,27 0,32 0,27 0,32 0,37 0,31 0,36 0,41 0,35 0,40 0,45 5.1 5 x D
6 x D
1.1 40 50 60 40 50 60 0,13 0,17 0,20 0,15 0,19 0,22 0,17 0,21 0,24 0,20 0,24 0,27 0,22 0,26 0,29 0,24 0,28 0,31 1.1
M 2.1 2.1 M 8 x D
3.1 3.1
4.1 4.1
2-3,5 x D
1.1 100 120 165 100 120 165 0,23 0,33 0,43 0,31 0,41 0,51 0,39 0,49 0,59 0,49 0,59 0,69 0,57 0,67 0,77 0,65 0,75 0,85 1.1
1.2 85 125 140 85 125 140 0,19 0,30 0,40 0,27 0,38 0,48 0,35 0,46 0,56 0,45 0,56 0,66 0,53 0,64 0,74 0,61 0,72 0,82 1.2
2.1 85 125 150 85 125 150 0,21 0,31 0,40 0,29 0,39 0,48 0,37 0,47 0,56 0,47 0,57 0,66 0,55 0,65 0,74 0,63 0,73 0,82 2.1
K 2.2 90 125 140 90 125 140 0,17 0,28 0,38 0,25 0,36 0,46 0,33 0,44 0,54 0,43 0,54 0,64 0,51 0,62 0,72 0,59 0,70 0,80 2.2 K
3.1 50 70 90 50 70 90 0,15 0,24 0,33 0,23 0,32 0,41 0,31 0,40 0,49 0,41 0,50 0,59 0,49 0,58 0,67 0,57 0,66 0,75 3.1
3.2 50 70 90 50 70 90 0,15 0,24 0,33 0,23 0,32 0,41 0,31 0,40 0,49 0,41 0,50 0,59 0,49 0,58 0,67 0,57 0,66 0,75 3.2
4.1 90 125 140 90 125 140 0,14 0,22 0,29 0,22 0,30 0,37 0,30 0,38 0,45 0,40 0,48 0,55 0,48 0,56 0,63 0,56 0,64 0,71 4.1
4.2 90 90 125 90 90 125 0,13 0,20 0,27 0,21 0,28 0,35 0,29 0,36 0,43 0,39 0,46 0,53 0,47 0,54 0,61 0,55 0,62 0,69 4.2
1.1 1.1
1.2 1.2
1.3 1.3
1.4 100 150 200 100 150 200 0,30 0,35 0,40 0,35 0,40 0,45 0,40 0,45 0,50 0,45 0,50 0,55 0,50 0,55 0,60 0,55 0,60 0,65 1.4
1.5 80 120 160 80 120 160 0,40 0,45 0,50 0,45 0,50 0,55 0,50 0,55 0,60 0,55 0,60 0,65 0,60 0,65 0,70 0,65 0,70 0,75 1.5
1.6 1.6
2.1 2.1
2.2 2.2
2.3 2.3
2.4 2.4
2.5 2.5
N 2.6 2.6 N
2.7 2.7
2.8 2.8
3.1 3.1
3.2 3.2
4.1 4.1
4.2 4.2
4.3 4.3
4.4 4.4
5.1 5.1
5.2 5.2
5.3 5.3
1.1 1.1
1.2 1.2
1.3 1.3
S 2.1 2.1 S
2.2 2.2
2.3 2.3
2.4 2.4
2.5 2.5
2.6 2.6
1.1 1.1
H 1.2 1.2 H
1.3
1.3
1.4 1.4
1.5 1.5
519